Engineered to meet the specific certification, reliability, and traceabilty requirements of Costa Rica's leading high-tech zones.
Costa Rica has rapidly transitioned from an agricultural-based economy to a high-technology manufacturing and medical device hub in Latin America. Bolstered by its robust Free Trade Zone (FTZ) regimes—such as the Coyol Free Zone and Metro Free Zone—the country is now home to dozens of Fortune 500 medical technology firms and advanced manufacturing conglomerates. However, the domestic component ecosystem remains heavily reliant on the seamless import of sub-assemblies, most notably Printed Circuit Board Assemblies (PCBAs).
As Costa Rica enforces its National Decarbonization Plan 2018–2050, local commercial and industrial sectors are transitioning toward high-efficiency renewable energy grids, smart infrastructure, and electrified mobility networks. This shift drives an unprecedented demand for reliable power supplies, advanced telecommunications systems, and specialized automotive electronics. Meeting these challenges requires partnering with offshore PCB assembly factories that possess strict quality credentials, high-precision assembly lines, and agile supply chain logistics.

In the global electronic manufacturing services (EMS) landscape, speed, precision, and procurement depth determine product success. While nearshoring assemblies directly in Central America is visually appealing, local facilities often struggle with the acquisition of raw components, causing extended lead times and inflated costs. In contrast, Shenzhen STHL leverages the absolute peak of the world's electronics supply chain cluster.
By executing layout verification, advanced component sourcing, SMT placement, and functional testing in-house, STHL circumvents the typical bottlenecks of global component shortages. The direct pipeline from STHL's factory floor in China to the logistics hubs in San José, Limón, or Caldera ensures Costa Rican companies receive premium-grade PCBA solutions with accelerated lead times. Our automated optical inspection (AOI) and X-ray analysis ensure that every board arriving at your factory meets zero-defect standards.

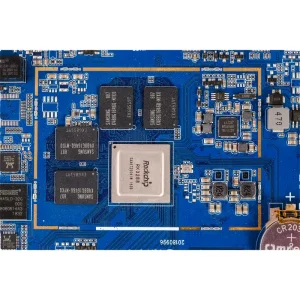
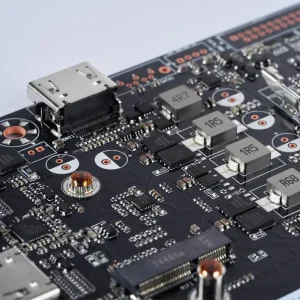
Our engineering precision ensures that every component—from passive microchips to complex multichip modules—is perfectly integrated.
STHL specializes in fine-pitch SMT layout and assembly, processing complex architectures for demanding applications:
For applications exposed to high mechanical stress, vibration, or high voltage (e.g., automotive powertrains and industrial power units):

From initial design evaluation to final packaging, STHL provides a unified supply chain for all electronics projects.
Operating 7 fully automated SMT lines and 2 dedicated THT/DIP lines, we deliver consistent precision for prototypes through mass production runs.
Fabrication of diverse rigid, flex, and rigid-flex multilayer circuit boards using high-grade TG materials and precise impedance controls.
Our established global supplier network ensures access to authentic, certified components, mitigating lead-time and counterfeit risks.
Custom design and manufacture of high-reliability wiring harnesses, multi-pin connectors, and shielding to withstand industrial environments.
Full integration of circuit assemblies into custom plastic or metal enclosures, providing a complete final product ready for end-user distribution.
Rigorous functional testing (FCT) along with ICT and flying probe diagnostics ensures complete hardware validation before dispatch.
Stay ahead of technological and regulatory shifts affecting international component acquisition.
For modern enterprises, regulatory compliance is paramount. Importing circuit boards for medical equipment or automotive systems requires manufacturers to strictly observe certified processes. STHL is a fully certified facility holding IATF 16949 for automotive systems, ISO 13485 for medical medical devices, ISO 9001 for general quality management systems, and ISO 14001 for environmental management. Every PCB assembly manufactured in our cleanrooms complies with the European RoHS directive, ensuring safe export directly into North American and European markets.
Additionally, we work closely with procurement officers to handle dynamic shipping structures, offering DAP/DDP options to Central American Free Trade Zones to minimize clearance delays and administrative overhead.
Global demand is rapidly shifting towards compact, energy-dense computing systems. IoT modules, tracking sensors, and remote telemetry devices require sub-millimeter component placements and multilayer designs. At STHL, our ongoing investments in high-speed Panasonic placement heads and Heller reflow ovens allow us to manage 01005 passives and microscopic chip architectures with high yields.
For Costa Rica’s agricultural, telemetry, and smart home sectors, these miniaturized assemblies unlock opportunities for lighter packaging, lower energy footprints, and long-term durability in tropical climates.
Explore our highly specialized PCBA designs engineered for key industrial, medical, and commercial environments.
Comprehensive guide to choosing, import processing, and validating PCBA systems for the Latin American tech sector.
Typically, prototypes can be assembled and shipped within 3 to 7 working days once components are sourced. Mass production runs usually require 3 to 4 weeks depending on batch quantities. Shipping to major hubs like San José takes approximately 5 to 9 days via air express, or 25 to 35 days via ocean freight.
We source electronic components directly from verified global distributors (such as Arrow, DigiKey, Mouser) or directly from original component manufacturers (OCM). We conduct strict incoming material inspection checks, including package verification, batch code tracing, and spot-checks under digital microscopes before releasing parts to production.
Yes. STHL is ISO 13485 certified, meaning our assembly lines, component handling, inspection protocols, and traceability systems comply with medical device quality requirements. We support medical electronics assemblies with complete document trails and testing logs.
Absolutely. For every project, our experienced engineering team conducts a thorough DFM review. We check Gerber layouts, component footprint matches, thermal management design, and trace routing to eliminate design flaws before producing the physical boards, minimizing expensive revision cycles.
Partner with a top-tier Chinese EMS factory holding ISO 13485, IATF 16949, and ISO 9001 certifications. Get customized PCB design, component sourcing, and assembly optimization.
Send Inquiry Now