High-precision manufacturing utilizing OEM components, advanced material validation, and thorough functional performance testing.
Analyzing industrial transformation, macro trends, and supply chain demands.
In the era of hyper-connected smart infrastructures, the global connector cable assembly market has transitioned from simple, passive transmission paths to highly sophisticated, active systems. Modern industrial frameworks—ranging from Smart Grids and automated logistics to high-frequency communication matrices—depend on signal integrity, minimized transmission loss, and absolute electrical insulation. The rise of industrial Internet of Things (IIoT), autonomous systems, and advanced robotics demands high-speed, high-density, and rugged interconnect components capable of withstanding extreme mechanical stress, heat, and electromagnetic interference (EMI).
Globally, manufacturing standards are undergoing stringent shifts. Companies are moving away from standard, off-the-shelf options in favor of tailored cable harnesses and connector systems optimized for specific application envelopes. This shift is driven by strict electromagnetic compatibility (EMC) mandates and the integration of smart sensory loops directly into connector heads. As high-speed data transmission scales to meet the requirements of AI processing and Edge computing, the interface between custom cable designs and high-performance PCB assemblies determines the ultimate efficiency of complex hardware architectures.
Delivering high-reliability electronics manufacturing and custom assembly solutions since 2006.
Shenzhen STHL is a premium provider of comprehensive electronics manufacturing services (EMS) in China, delivering robust solutions along the entire electronics supply chain. Our capabilities cover PCB layout engineering, strategic component sourcing, precision PCB fabrication, high-yield PCBA assembly, complex custom cable assembly, multi-system box build integration, and exhaustive quality validation protocols.
With nearly two decades of contract assembly expertise, STHL hosts advanced machinery, including 7 SMT assembly lines, 2 DIP/THT lines, 2 specialized functional testing stations, and 2 dedicated box build and system assembly lines. We cater to safety-critical sectors including energy power, medical devices, automotive electronics, communication infrastructure, smart home systems, and commercial/industrial hardware.
Our global footprint extends across the USA, Germany, Italy, UK, Poland, New Zealand, Argentina, Brazil, Turkey, Korea, Thailand, and over 90 other regions. As an IATF 16949, ISO 9001, ISO 14001, and ISO 13485 certified manufacturer, STHL ensures all processes adhere to strict RoHS environmental guidelines, offering guaranteed dependability.

High-precision component placement and rugged mechanical soldering to ensure stable long-term operation.

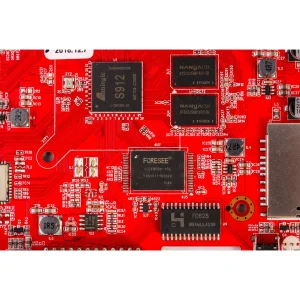
Our surface mount capabilities are designed to process complex, ultra-fine-pitch component topologies securely, ensuring reliable electrical and mechanical bonding. We support:
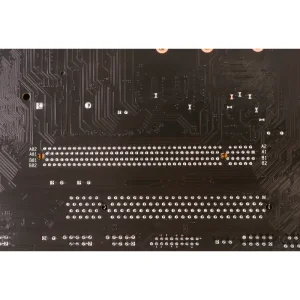
For assemblies subjected to high mechanical loads, strong thermal cycles, and demanding physical environments, THT provides structural durability. STHL’s THT capability features:

From schematic review and component procurement to box build integration and validation.
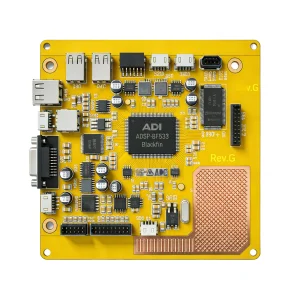
Operating 7 automated assembly lines designed for rapid prototyping and high-volume runs. We ensure component placement and clean solder joints.
Manufacturing rigid, flexible, and rigid-flex multilayer PCBs. We utilize high-quality laminates and tight impedance controls for high-speed signal designs.
Securing authentic, certified parts through our global distributor network. We actively mitigate risks associated with counterfeit materials, obsolescence, and long lead times.
Manufacturing complex cable harnesses with custom strain reliefs, shielding, overmolds, and specialized connectors for diverse industrial systems.
Integrating electronics into custom enclosures, routing internal harnesses, mounting displays, and executing functional verification for ready-to-ship products.
Designing custom testing environments (FCT, ICT, boundary scans) to verify electrical integrity, signal parameters, and firmware performance prior to packaging.
Ensuring signal integrity, EMI/RFI shielding, and environmental resilience in connector cable design.
Designing matched differential impedance lines (e.g., 90 ohm for USB, 100 ohm for Ethernet) to minimize reflection, insertion loss, and crosstalk at high frequencies.
Deploying double-shielded configurations with 360-degree copper foil wrap and low-resistance drain wire to protect sensitive analog/digital lines in noisy industrial spaces.
Custom TPU and PVC overmold configurations developed via numerical flow simulations to distribute strain, prevent conductor fatigue, and block moisture ingress.
Quality assurance at STHL is integrated directly into the production process rather than treated as a separate final check. Each cable harness and PCBA must clear multiple checkpoints based on internationally recognized electronics standards.
How our custom connector cable assemblies and PCBAs serve key industrial sectors.
Medical equipment demands high bio-compatibility, low electrical noise, and stable connections. STHL provides ISO 13485 certified assemblies for patient monitoring and diagnostics.
Key Applications: Pulse Oximeters, EMR Systems, Diagnostic Scanners.Operating under IATF 16949 standards, we build cable networks and PCB assemblies engineered to withstand sustained vibrations, temperature variations, and chemical contact.
Key Applications: Elevator Systems, Sensor Modules, EV Charger Control.Robust power-supply and high-frequency communication wiring setups tailored for wind, solar, and grid control hardware, helping limit energy transmission loss.
Key Applications: Wind Turbine Controls, Energy Management Systems.Addressing engineering challenges, testing procedures, and manufacturing capabilities.
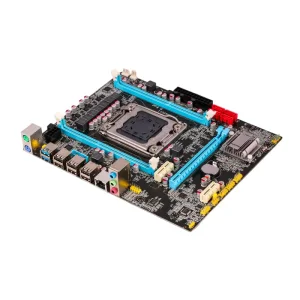
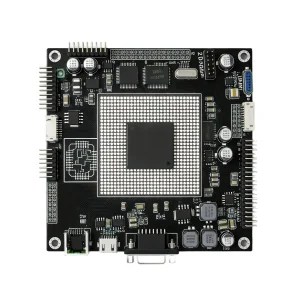
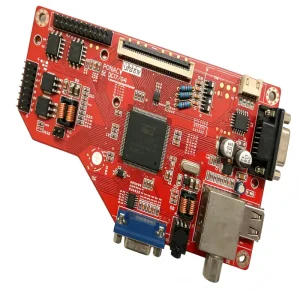
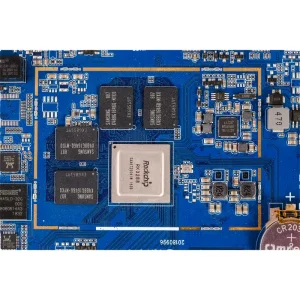
Industrial controller boards, communication hubs, energy management modules, and medical devices.